Propeller Nut
This is a generic article you can use for adding article content / subjects on your website. You can edit all of this text and replace it with anything you have to say in your news/topic article. You can also change the title listed above and add new articles as well. Edit your Articles from the Pages tab by clicking the edit button.
This is a generic article you can use for adding article content / subjects on your website.
You can edit all of this text and replace it with anything you have to say in your news/topic article. You can also change the title listed above and add new articles as well.
Edit your Articles from the Pages tab by clicking the edit button.
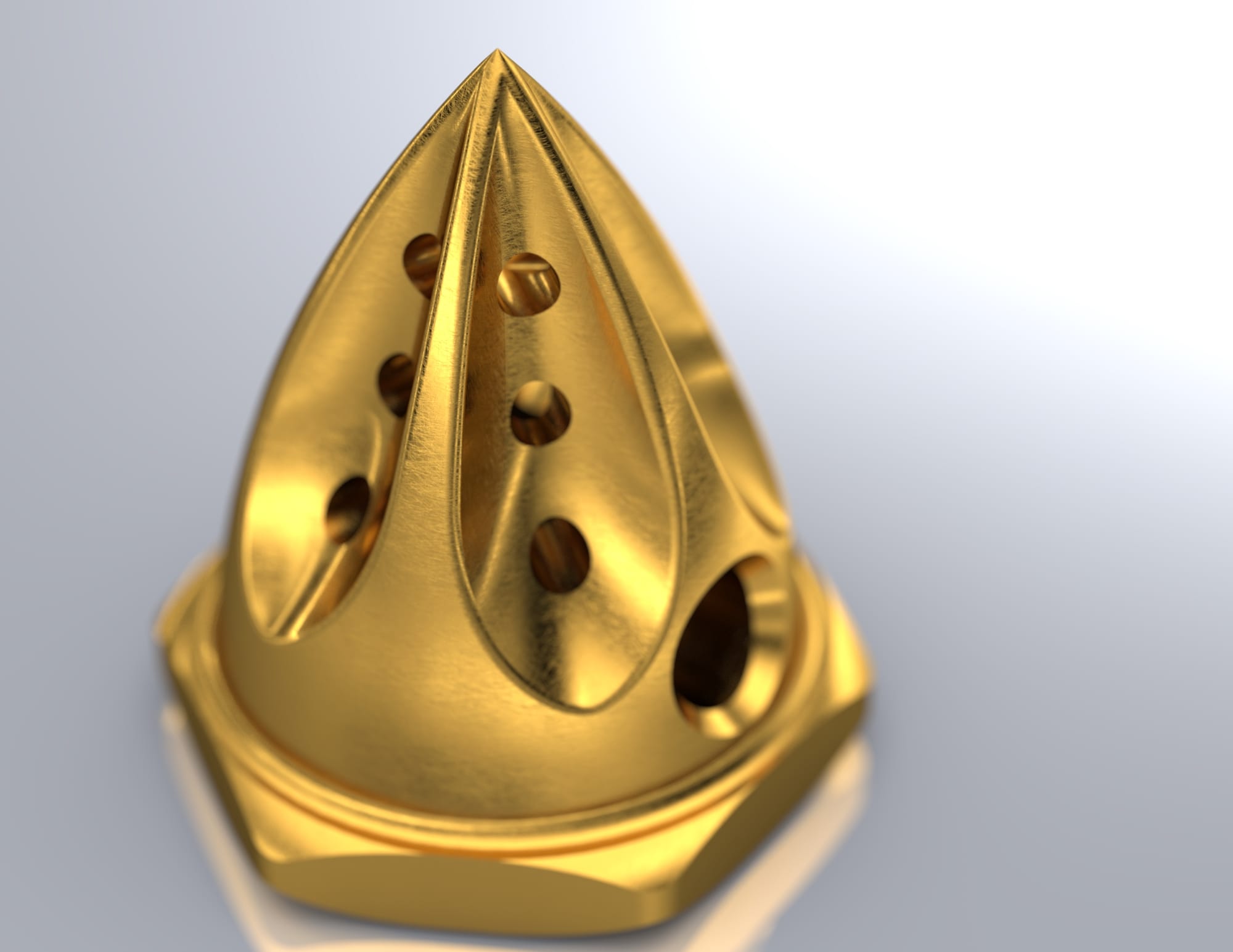
I originally created a pretty generic propeller nut with the usual pointy shape, hex base, the main shaft hole and also a grub screw hole to keep it doubly secure when attached. However, I also went further adding on some detailing using some of the techniques learned from the fruit squeezer, inspired by the glass breakers for fancy custom knives. It doesn't really add any benefit apart from aesthetic value and reducing weight even.
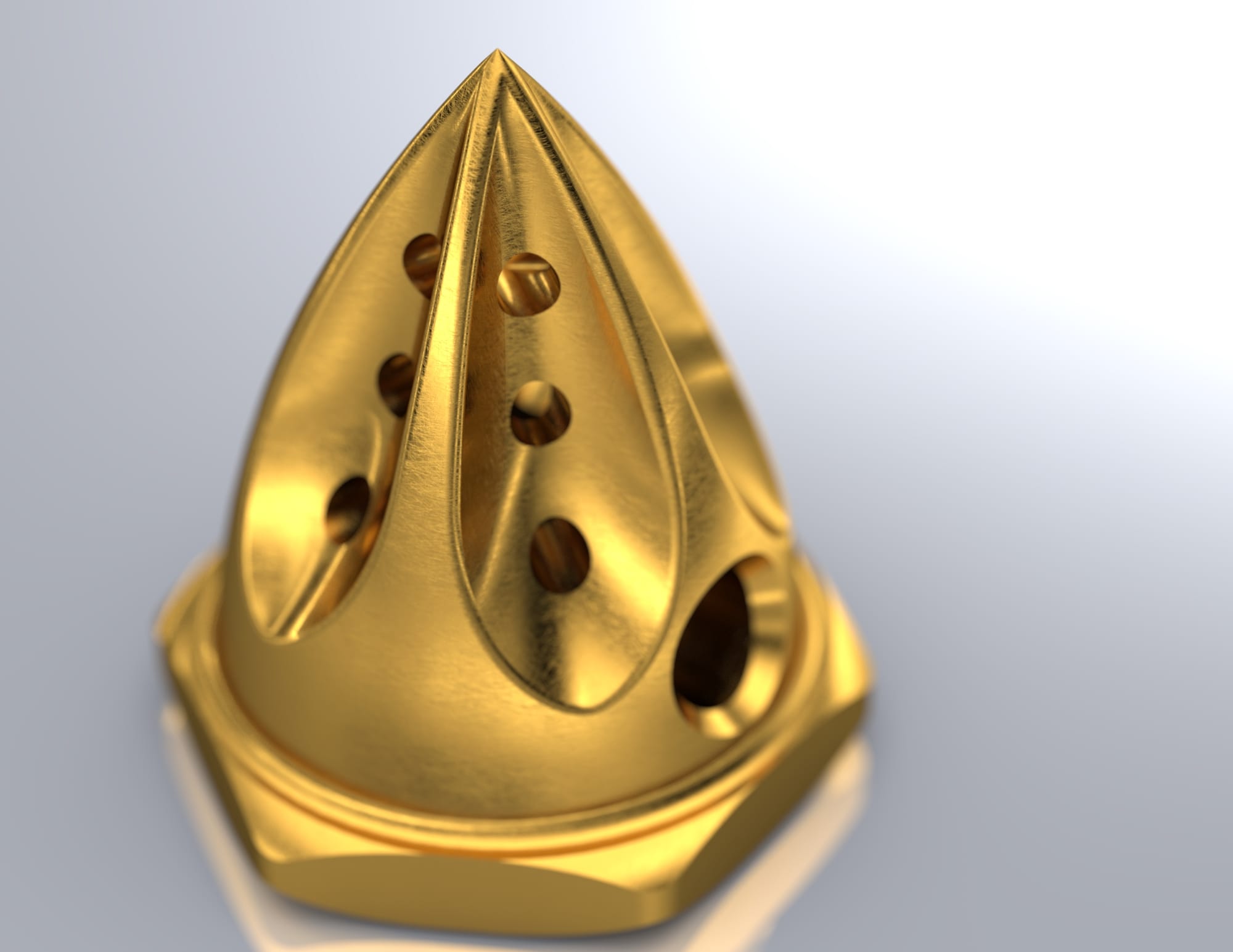
 This is the actual propeller nut in real life. I went to iMaterilise for this piece to be produced; they first 3D printed it in wax using the SLM process, then this wax model was then investment cast in bronze. I chose bronze since it was a superior metal to the cheaper brass option and due to the wax SLM process, it would be completed with a much greater tolerance and surface finish than that of aluminium 3D printing. Although aluminium would've been suffice and a better option functionally, this item was intended to be mostly cosmetic since I could've just bought a much cheaper off the shelf equivalent; due to its detailing so I preferred to maintain its appearance by going with the process that would achieve the best aesthetics. What amazed me was how well the product came out in terms of quality and surface finish without any flaws from the original model - especially with the small holes which I feared may be affected by the casting process.
This is the actual propeller nut in real life. I went to iMaterilise for this piece to be produced; they first 3D printed it in wax using the SLM process, then this wax model was then investment cast in bronze. I chose bronze since it was a superior metal to the cheaper brass option and due to the wax SLM process, it would be completed with a much greater tolerance and surface finish than that of aluminium 3D printing. Although aluminium would've been suffice and a better option functionally, this item was intended to be mostly cosmetic since I could've just bought a much cheaper off the shelf equivalent; due to its detailing so I preferred to maintain its appearance by going with the process that would achieve the best aesthetics. What amazed me was how well the product came out in terms of quality and surface finish without any flaws from the original model - especially with the small holes which I feared may be affected by the casting process.

I had to manually tap the holes with a M6 thread for the main hole and a M4 for the grub screw hole - this was fairly difficult since it was difficult to get the tap to start screwing the hole as well as the increase friction & difficulty since I had to do this without lubrication as the schools only had mucky green lubricant which would've required washing to get it off the product once complete which would ruin it since it is made of bronze. Nevertheless, it did a great job as shown by the image above, keeping the impeller on the motor shaft when spinning. The addition of the grub screw was a life saver since that really helped secure the impeller.
